I ground the weld and pressure tested the coolant inlet nipple.

Last week I made a ring for the cap, which I had welded on and then put back in the lathe for finishing.
Before welding:

Welded

Turned.


It presses inside the Billet Specialties cap.

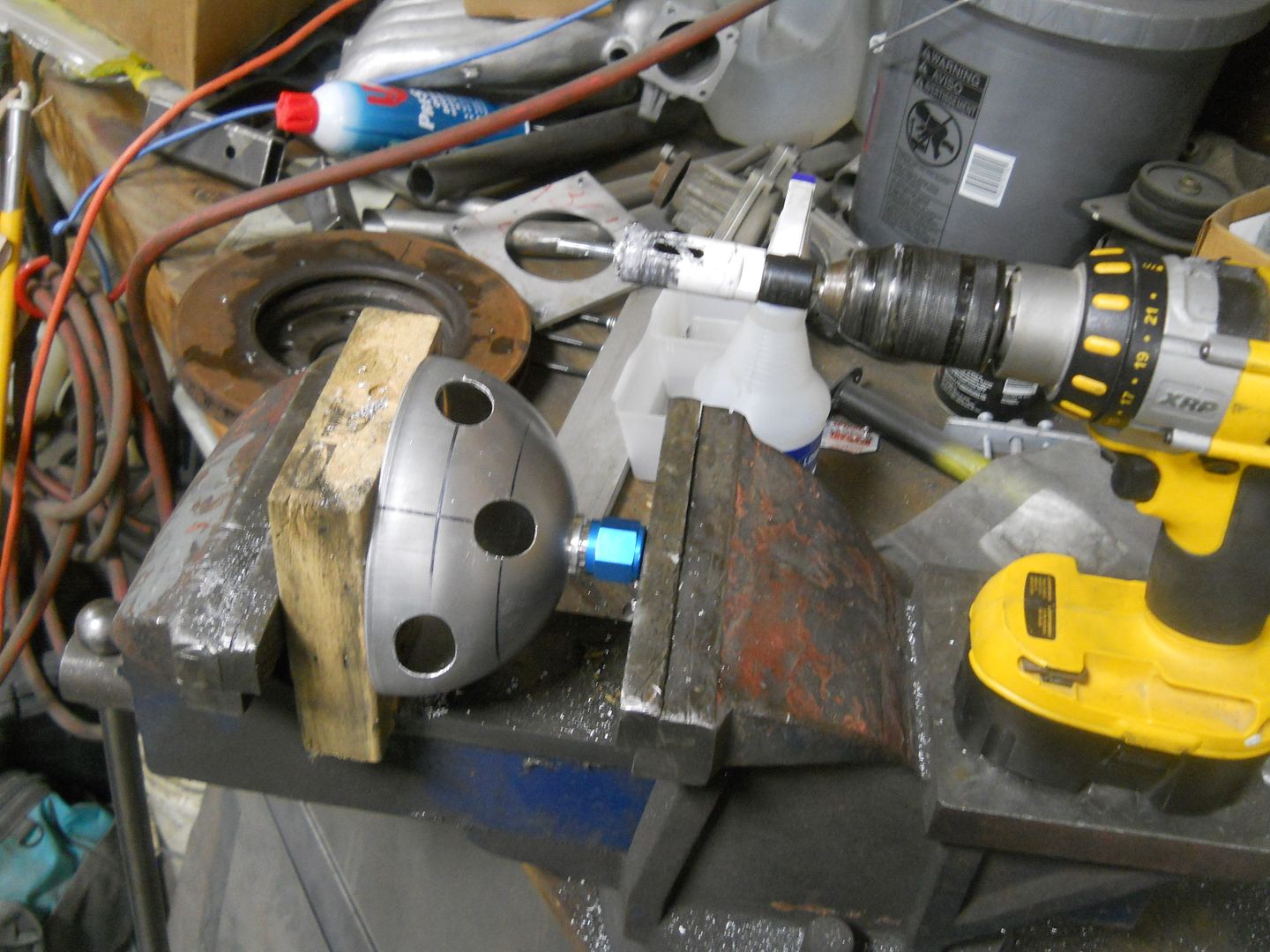
This is how the top of the reservoir will look.

I cut a hole through the side for the coolant inlet, all the welds will be inside the sphere so it will look clean.



-10AN fitting out the bottom


-6AN fitting and cap in the top

Next I did some figuring to lay out the 3 mounting bosses.
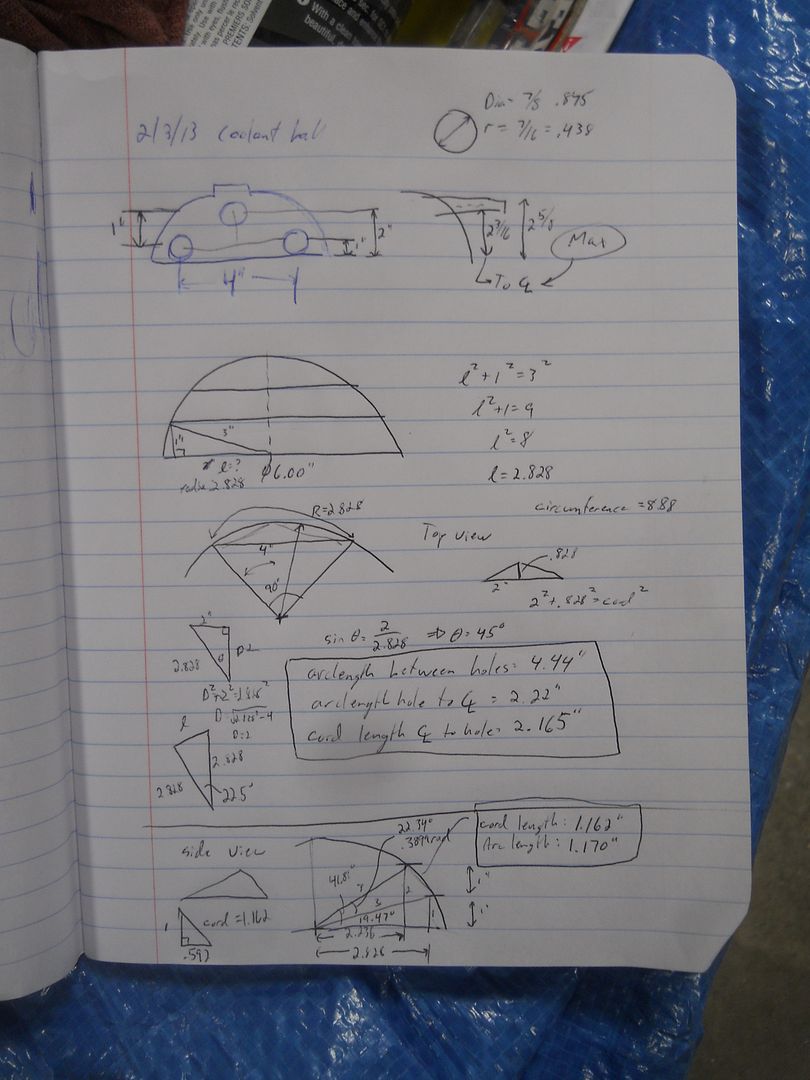
I used the lathe to help layout the lines exactly 1" apart.

The mounting bosses



During the final fitting, I fucked it all up. The holes ended up ovalized and the gaps were too big, so I had Bill build up some weld so I can try again. I ordered another hemisphere, but I think I can fix this one.

I also destroyed one of my mounting bosses trying to saw it off.

New mounting boss to replace the gouged one:

After laying everything out a little better, I'm starting again. This time it should be more symmetric with tighter gaps.

No comments:
Post a Comment